TAHRİBATSIZ MUAYENE
Radyografik Muayene
Tahribatsız muayenenin hacimsel yöntemlerinden radyografik muayene, doğal radyoaktif izotoplar ( Ir-192, Se-75, Co-60) veya X-Işınları kullanılarak kaynaklı birleştirmeler, döküm, dövme ve plastik mamullerin iç kusurlarını tespit etmek için kullanılır.
Radyasyon kaynağından çıkan ışın demeti test parçasına nüfuz eder ve farklı oranlarda zayıflayarak test parçasının arkasına yerleştirilmiş film üzerine düşer. Doğrusal ilerleyen X ve Gama ışınları, malzeme ile malzeme içerisindeki süreksizliklerin yoğunlukları farklı olduğundan süreksizliklerin izdüşümü filmde aynen görüntülenir.
Radyografik Test çok hassas sonuçlar verir ve bu sonuçlar kalıcı olarak kaydedilebilir. Bütün malzemelere uygulanabilir. Yapılan radyografik muayenenin doğrulu ve güvenilirliği radyograflar üzerinden anlaşılmaktadır.
Dezavantaj olarak radyasyon içerdiğinden dolayı gerekli önlemler alınmazsa sağlık için zararlı olabilir. Filmin pozlanması, banyolanması ve görüntülenmesi nispeten yavaş bir teknik olmasına yol açar. Ayrıca yüzey altında tespit edilen hatanın derinliği hakkında bilgi edinilemez.
Radyografik Testte Kullanılan Bazı Standartlar:
EN ISO 5579 – Tahribatsız muayene – Metalik malzemelerin film ve X veya gama ışınlarıyla radyografik muayenesi için genel prensipler
EN ISO 17636 – 1 – Kaynak dikişlerinin tahribatsız muayenesi – Radyografik muayene – Bölüm 1: Filmli X ve gama ışını teknikleri
EN ISO 17636 – 2 – Kaynak dikişlerinin tahribatsız muayenesi – Radyografik muayene – Bölüm 1: Dijital detektörler ile X ve gama ışını teknikleri
EN ISO 10675 – 1 – Kaynakların tahribatsız muayenesi – Radyograifk muayene için kabul seviyeleri – Bölüm 1: Çelik, nikel, titanyum ve bunların alaşımları
EN 12681 – Döküm – Radyografik muayene
EN ISO 10893 – 6 – Çelik boruların tahribatsız muayenesi – Bölüm 6: Kusurların tespiti için kaynaklı çelik borularda kaynak dikişinin radyografik muayenesi
EN ISO 10893 – 7 – Çelik boruların tahribatsız muayenesi – Bölüm 7: Kusurların tespiti için kaynaklı çelik borularda kaynak dikişinin dijital radyografik muayenesi
TS EN ISO 10042 – Kaynak – Aluminyum ve alaşımlarında ark kaynaklı birleştirmeler – Düzgünsüzlükler için kalite seviyeleri
AD 2000-MERKBLATT HP 5/3 : Manufacture and testing of joints – Non-destructive testing of welded joints.
ASME Boiler and Pressure Vessel Code – Section V: Nondestructive Examination
ASME B31.1 Power Piping Changes
ASME B31.3 Process Piping Code Changes
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities

Ultrasonik Muayene
Ultrasonik Test, hacimsel tahribatsız muayene (NDT) yöntemidir. Ultrasonik Testin çalışma prensibi, prob içerisine yerleştirilmiş ters piezoelektrik etki ile kısa darbeli ses dalgaları üreten piezoelektrik kristale malzemenin arka duvarında oluşan yankının geri gelip cihaza iletilmesine dayanır. Malzeme içerisinde bir süreksizlikten geri gelen yankı cihaz ekranında pik olarak görünür.
Ultrasonik Testin en büyük avantajı süreksizliklerin malzeme içerisindeki konumlarını göstermesidir. Kaynaklı metallere ultrasonik test yapıldığında kaynak kökündeki ve haz bölgesindeki süreksizliklerin konumu belirlenebilir. Bahsedilen ultrasonik test çalışma prensibine dayalı olarak malzemelerin kalınlıkları da ölçülmektedir. Metalik veya metalik olmayan malzemelerde hacimsel hatalar ile çatlak türü yüzey hatalarının tespiti için de kullanılabilir.
Ultrasonik test portatiftir ve anında sonuç verir. Dezavantajı ise 8mm den kalın malzemeler için uygulanabilir olmasıdır. Ayrıca östenitik (kaba taneli) malzemeler için ultrasonik yöntem uygulanması zordur.
Ultrasonik Testte Kullanılan Bazı Standartlar:
EN ISO 16810 – Tahribatız muayene – Ultrasonik muayene: Genel kurallar
EN ISO 11666 – Kaynakların tahribatsız muayenesi – Ultrasonik muayene – Kabul seviyeleri
EN ISO 22825 – Kaynakların tahribatsız muayenesi – Ultrasonik muayene – Östenitik çelikler ve nikel tabanlı alaşımlarda kaynakların muayenesi
EN ISO 12680 – 1 – Döküm – Ultrasonik muayene – Bölüm 1: Genel amaçlı çelik dökümler
EN ISO 12680 – 2 – Döküm – Ultrasonik muayene – Bölüm 2: Yüksek gerilmelere maruz kalacak çelik döküm bileşimler
EN ISO 12680 – 3 – Döküm – Ultrasonik muayene – Bölüm 3: Küresel grafitli demir dökümler
EN 10228 – 3 – Çelik dövmelerin tahribatsız muayenesi – Bölüm 3: Ferritik veya martenzitik çelik dövmelerin ultrasonik muayenesi.
EN 10228 – 4 – Çelik dövmelerin tahribatsız muayenesi – Bölüm 4: Östenitik ve östebitik-ferritik paslanmaz çelik dövmelerin ultrasonik muayenesi
EN ISO 10893 – 8 – Çelik boruların tahribatsız muayenesi – Bölüm 8: Düzlemsel kusurların tespiti için dikişsiz ve kaynaklı boruların otomatik ultrasonik muayenesi
EN ISO 10893 – 9 – Çelik boruların tahribatsız muayenesi – Bölüm 9: Düzlemsel kusurların tespiti için kaynaklı boruların imalâtında kullanılan çelik şeritlerin/plâkaların otomatik ultrasonik muayenesi
EN ISO 10893 – 10 – Çelik boruların tahribatsız muayenesi – Bölüm 10: Boyuna ve/veya enine kusurların tespiti için dikişsiz ve kaynaklı (toz altı ark kaynaklı hariç) çelik boruların otomatik tam çevre ultrasonik muayenesi
EN ISO 10893 – 11 – Çelik boruların tahribatsız muayenesi – Bölüm 11: Enine ve/veya boyuna kusurların tespiti için kaynak edilmiş çelik borularda kaynak dikişinin otomatik ultrasonik muayenesi
TS EN ISO 10042 – Kaynak – Aluminyum ve alaşımlarında ark kaynaklı birleştirmeler – Düzgünsüzlükler için kalite seviyeleri
EN 10308 – Tahribatsız muayene – Çelik çubukların ultrasonik muayenesi
AD 2000-MERKBLATT HP 5/3 : Manufacture and testing of joints – Non-destructive testing of welded joints.
ASME Boiler and Pressure Vessel Code – Section V: Nondestructive Examination
ASME B31.1 Power Piping Changes
ASME B31.3 Process Piping Code Changes
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities


Manyetik Partikül Test
Manyetik parçacık testi (MT), ferromanyetik malzemelerin yüzey kusursuzluğunu kontrol etmeye yönelik bir NDT yöntemidir. Temel mantık test edilecek malzemenin manyetize edilmesidir. Manyetize işlemi, parçadan elektrik akımı veya doğrudan manyetik akı geçirilerek gerçekleştirilir. Bu, elde tutulan bir boyunduruk (yoke) kullanarak, elektro bobin kullanılarak, merkezi kondüktör kullanarak veya haraketli elektrot kullanarak yapılabilir. Test malzemeleri ferromanyetik olduğu için manyetik akının geçmesine katkıda bulunur.
Manyetik alan içerisinde yüzeydeki ve yüzeye yakın kusurlar ve boşluklar, manyetik alan akılarının geçmesini engeller ve saptırır. Böylece hata üzerinde yoğun kaçak akı oluşur. Küçük manyetik parçacıklar içeren bir sıvı uygulandığında, bu parçacıklar kusurların etrafında birikir ve onları çıplak gözle görünür hale getirir. Kusurların daha net görünür hale gelmesi için testten önce malzemeye beyaz bir kontrast maddesi uygulanır. Yüksek hassasiyet için ultraviyole(mor) ışık altında floresan sıvı kullanılır. Bu, karanlık bir test ortamı gerektirir.
Manyetik parçacık testini öne çıkaran avantajları:
- Geniş yüzeylerin denetimi hızlı bir şekilde yapılabilir, uygulama anında sonuç verir.
- Hatalar boyutlarıyla birlikte doğrudan yüzeyde görülebilir.
- Nispeten ekipmanlar düşük maliyetlidir.
- Portatiftir. Elektrik olmaması durumunda pille çalışan boyunduruk kullanılabilir.
- Kritik yüzey hazırlığı ve temizliği yoktur.
Bu gibi avantajlarının dışında sadece ferromanyetik malzemelere uygulanması önemli bir sınırlamadır. Boya vb. kaplamaların varlığında sonuç vermez. Pürüzlü yüzeylerde sağlıklı sonuç alınmaz.
Manyetik parçacık testini öne çıkaran avantajları:
EN ISO 9934-1 2016 – Tahribatsız Muayene – Manyetik parçacıkla muayene – Bölüm 1: Genel Kurallar
EN 1330-7 – Tahribatsız Muayene – Terimler – Bölüm 7: Manyetik parçacık muayenesinde kullanılan terimler
EN ISO 17638 – Kaynakların Tahribatsız Muayenesi – Manyetik parçacık testi
EN ISO 23278 – Kaynakların Tahribatsız Muayenesi – Manyetik parçacık testi – Kabul seviyeleri
EN 1369 – Dökümler – Manyetik parçacık muayenesi
EN 10228-1 Çelik dövmelerin tahribatsız muayenesi – Bölüm 1: Manyetik parçacık muayenesi
EN ISO 10893-5 – Çelik boruların tahribatsız muayenesi – Bölüm 5: Yüzey kusurlarının tespiti için dikişsiz ve kaynaklı ferromanyetik çelik boruların manyetik parçacık muayenesi
AD 2000-MERKBLATT HP 5/3 : Manufacture and testing of joints – Non-destructive testing of welded joints.
ASME Boiler and Pressure Vessel Code – Section V: Nondestructive Examination
ASME B31.1 Power Piping Changes
ASME B31.3 Process Piping Code Changes
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities

Sıvı Penetrant Test
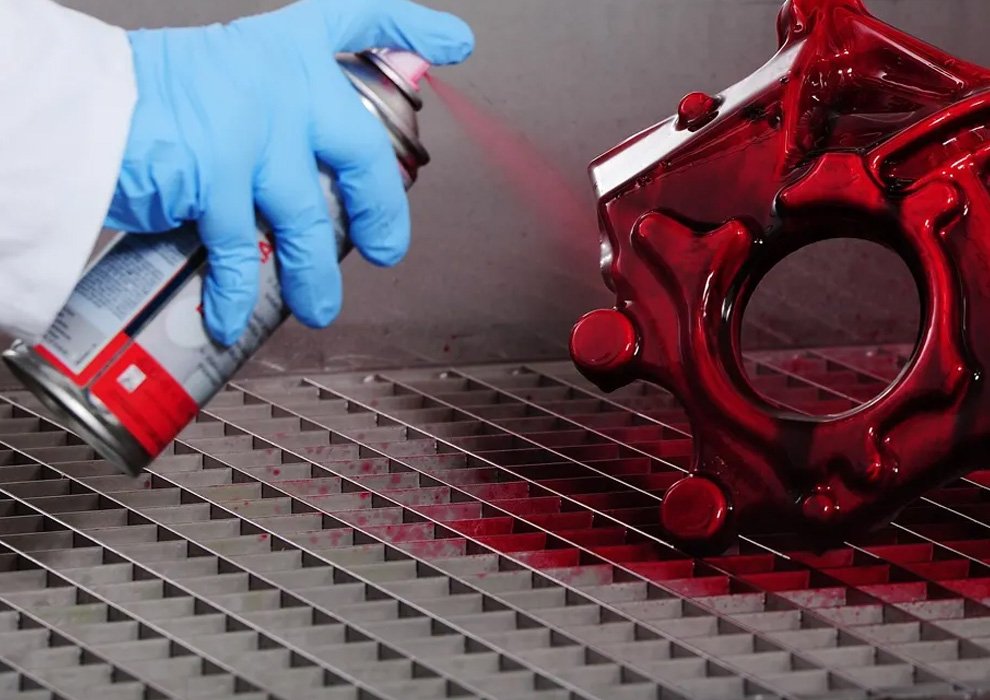
Sıvı Penetrant Testi (PT), yüzeydeki çatlakları bulmak için kullanılır. Penetrant testi çok çeşitli malzemeler için uygulanabilir: metalik ve metalik olmayan, manyetik ve manyetik olmayan ve iletken ve iletken olmayan. Test edilebilen metalik malzemelere örnek olarak alüminyum, magnezyum, titan, bakır, pirinç, bronz ve birçok alaşım; metalik olmayan malzemelere örnek olarak da seramikler, plastik ve cam verilebilir. Bu yöntem, kılcal (kapiler) etki ilkesini kullanır. Test parçasına düşük viskoziteli bir sıvı boya uygulanır. Düşük viskozitesi nedeniyle yüzeydeki süreksizliklere iyi bir şekilde çekilir. Yeterli nüfuz etme süresinden sonra, fazla sıvı durulanır. Kuruduktan sonra tebeşir benzeri bir geliştirici (developer) uygulanır. Geliştirici nüfuz eden boyayı dışarı kusturur (çeker). Kusur operatör tarafından yorumlanabilecek şekilde görünür hale gelir. Yüksek hassasiyet için ultraviyole(mor) ışık altında florışıl penetrant kullanılır. Bu, karanlık bir test ortamı gerektirir.
Yapılacak olan her sıvı penetrant muayenede kullanılacak penetrant sıvıların sağlaması gereken özellikler vardır. Bunlar:
- Test parçası yüzeyinin tamamına kolaylıkla yayılır.
- Kapiler etki sayesinde süreksizliğin içine girer.
- Ara temizlikte parça yüzeyinden kolay şekilde uzaklaştırılır ancak süreksizliğin içinde kalır.
- Muayenede sıvı halini korur ve geri emilim kolay olur.
- Flüoresan özellik sayesinde fark edilmesi kolay olur, yüksek görünürlük sağlar.
- Parçayı deforme etmez.
- Operatöre zararı olmaz.
Bunlara ek genel olarak sıvı penetrant muayenesi ekonomik, portatif, hızlı yöntem olmasıyla ön plana çıkar. Bitişik süreksizliklere karşı çok duyarlıdır ve yüzeydeki bütün süreksizlikler bir işlemle tespit edilebilir.
Sıvı Penetrant Testinde Kullanılan Bazı Standartlar:
TS EN ISO 3452-1 – Tahribatsız muayene – Penetrant muayenesi – Bölüm 1: Genel kurallar
EN ISO 23277 2015 – Kaynakların tahribatsız muayenesi – Kaynakların penetrant muayenesi – Kabul seviyeleri
TS EN 1371-1 2012 – Dökümler – Sıvı penetrant muayenesi – Bölüm 1: Kum, basınçsız ve düşük basınçlı kalıp
TS EN 1371-2 2015 – Dökümler – Sıvı penetrant muayenesi – Bölüm 2: Hassas dökümler
EN ISO 10228-2 – Çelik dövmelerin tahribatsız muayenesi – Bölüm 2: Penetrant muayenesi
EN ISO 10893-84 – Çelik boruların tahribatsız muayenesi – Bölüm 4: Yüzey kusurlarının tespiti için dikişsiz ve kaynaklı çelik boruların sıvı penetrant muayenesi
TS EN ISO 10042 – Kaynak – Aluminyum ve alaşımlarında ark kaynaklı birleştirmeler – Düzgünsüzlükler için kalite seviyeleri
AD 2000-MERKBLATT HP 5/3 : Manufacture and testing of joints – Non-destructive testing of welded joints.
ASME Boiler and Pressure Vessel Code – Section V: Nondestructive Examination
ASME B31.1 Power Piping Changes
ASME B31.3 Process Piping Code Changes
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities


Görsel Testte Kullanılan Bazı Standartlar:
EN 13018 – Tahribatsız muayene – Gözle muayene – Genel kurallar
EN 1330-10 Tahribatsız muayene – Terminoloji – Bölüm 10: Gözle muayenede kullanılan terimler
EN ISO 17637 – Ergitme kaynaklarının tahribatsız muayenesi – Ergitme kaynaklı birleştirmelerin gözle muayenesi
EN ISO 5817 – Kaynak – Çelik, nikel, titanyum ve bunların alaşımlarında ergitme kaynaklı (demet kaynağı hariç) birleştirmeler – Kusurlar için kalite seviyeleri )
TS EN ISO 10042 – Kaynak – Alüminyum ve alaşımlarında ark kaynaklı birleştirmeler – Düzgünsüzlükler için kalite seviyeleri
ISO 11971 – Çelik dökümlerin yüzey kalitesi için gözle muayene
AD 2000-MERKBLATT HP 5/3 : Manufacture and testing of joints – Non-destructive testing of welded joints.
ASME Boiler and Pressure Vessel Code – Section V: Nondestructive Examination
ASME B31.1 Power Piping Changes
ASME B31.3 Process Piping Code Changes
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities
Görsel test (VT), korozyon, parçaların yanlış hizalanması, fiziksel hasar ve çatlaklar gibi yüzey süreksizliklerinin varlığını değerlendirmek için test parçasının yüzeyini görsel olarak gözlemlenmesini içerir. Görsel testler, test parçasına doğrudan bakılarak veya büyüteç, ayna, boroskop ve bilgisayar destekli görüntüleme sistemleri gibi optik aletler kullanılarak yapılabilir. Dökümleri, dövmeleri, işlenmiş parçaları ve kaynakları incelemek için görsel muayene uygulanabilir ve endüstrinin tüm dallarında kullanılır.
Muayenelerde malzemenin biçimine, yapısına, muayene edilecek bölgenin ulaşılabilirliğine göre gerektiğinde endoskop, ayna, boroskop gibi yardımcı araçlar kullanılarak uygulanabilir.
Gözle muayene basit bir yöntem olarak görünür fakat önemli bir muayene yöntemidir. Diğer tahribatsız muayene yöntemlerinin uygulanmasından önce yapılması gerekir.
Görsel muayene kaynaktan önce, kaynak sırasında ve kaynaktan yapılırsa, süreksizlikler, diğer tahribatsız muayene yöntemlerini uygulamaya gerek duymadan tespit edilebilir ve fazla maliyet önlenir, zaman kazancı sağlanır.
PHASSED ARRAY
Phased Array Testi (PAUT), hasara neden olmadan malzemeleri ve bileşenleri kusurlar veya hatalar açısından incelemek için kullanılan gelişmiş bir tahribatsız test (NDT) yöntemidir. Hassasiyeti ve çok yönlülüğü nedeniyle havacılık, petrol ve gaz, enerji üretimi ve imalat gibi endüstrilerde yaygın olarak kullanılır.


Phased Array Testinin Temel Özellikleri: Teknoloji:
PAUT, bir malzemede ses dalgalarını yönlendirmek, odaklamak ve taramak için elektronik olarak kontrol edilebilen bir dizi ultrasonik dönüştürücü kullanır. Ses ışınını manipüle etme yeteneği, karmaşık geometrilerin ayrıntılı görüntülenmesine ve incelenmesine olanak tanır.
Uygulamalar:
Kaynak İncelemesi: Kaynaklarda çatlakları, gözenekliliği veya füzyon eksikliğini tespit etme. Korozyon Haritalama: Duvar kalınlığını ölçme ve boru hatlarında veya tanklarda korozyonu belirleme. Kompozit Testi: Kompozit malzemeleri delaminasyonlar veya boşluklar açısından inceleme. Kusur Tespiti: Metallerde ve diğer malzemelerde çatlaklar, kapanımlar veya boşluklar gibi iç kusurları bulma.
Avantajları:
Yüksek Doğruluk: Kusurların ayrıntılı ve hassas görüntülenmesini sağlar. Verimlilik: Geniş alanları hızlı bir şekilde tarayabilme özelliği sayesinde geleneksel ultrasonik testlerden daha hızlıdır. Çok Yönlülük: Karmaşık şekilleri ve ulaşılması zor alanları inceleyebilir. Veri Görselleştirme: Daha iyi yorumlama için gerçek zamanlı görüntüler (örneğin, sektör taramaları, uçuş süresi kırınımı) üretir.
Nasıl Çalışır: Transdüser dizisi malzemeye ultrasonik dalgalar yayar. Sinyal zamanlamasını (fazlama) ayarlayarak, ışın belirli açılarda ve derinliklerde yönlendirilebilir veya odaklanabilir. Kusurlardan veya sınırlardan yansıyan sinyaller yakalanır ve analiz edilerek malzemenin iç yapısının görsel bir temsili oluşturulur.
Sınırlamaları: Maliyet: Ekipman ve eğitim pahalı olabilir. Karmaşıklık: Sonuçları doğru bir şekilde yorumlamak için yetenekli operatörler gerektirir. Yüzey Hazırlığı: En iyi sonuçlar için genellikle uygun yüzey hazırlığı gereklidir. Phased Array Testi, kritik bileşenlerin güvenliğini ve güvenilirliğini sağlamak için güçlü bir araçtır ve diğer birçok NDT yönteminin sunamadığı bir hassasiyet, hız ve uyarlanabilirlik kombinasyonu sunar.
EDDY CURRENT
Eddy Current Yöntemi (ET), manyetik indüksiyon kullanarak iletken malzemelerde yüzey ve yüzey altı kusurların tespit edilmesi için kullanılan bir tahribatsız muayene yöntemidir.
Bu yöntem, özellikle metal malzemelerdeki çatlaklar, korozyon ve diğer yapısal kusurların belirlenmesinde etkilidir.
Eddy akımları, değişken bir manyetik alanın etkisiyle iletken malzemelerde indüklenen girdap şeklindeki elektrik akımlarıdır.
Uygulama Süreci
- Hazırlık: Test edilecek malzemenin yüzeyinin temizlenmesi ve test ekipmanlarının kalibrasyonu.
- Test Uygulaması: Eddy current probu, test edilecek malzemenin yüzeyine yaklaştırılır ve manyetik alan oluşturulur. Bu manyetik alan, malzemenin elektriksel özelliklerine göre değişir ve eddy akımları oluşturur
- Veri Toplama: Eddy akımlarının malzeme içindeki değişimleri prob tarafından algılanır ve bu veriler toplanır
- Raporlama: Test sonuçları detaylı bir rapor halinde sunulur ve gerekli bakım önerileri yapılır